

2013~2014年甲壳虫1.2TSI(1.2T CBZB)。
(一)拆卸和安装凸轮轴正时链
(1)必备的专用工具、检测仪器以及辅助工具。
①锁定销T10414、紧固销T10340,扭力扳手VAS6583、扭力扳手V.A.G1332、固定工具T10172、密封剂D176501A1、密封剂D176600A1、2个双头螺栓M6×70(例如螺栓头被锯开的螺栓),如图5-72。

②固定工具3415,螺栓、3415/2,如图5-73。

③装配工具T10417/1,如图5-74。

(2)拆卸。
①排出发动机冷却系统和增压空气冷却系统中的冷却液。
②拆下右侧轮罩板。
③标记多楔带的运转方向并将其拆下。
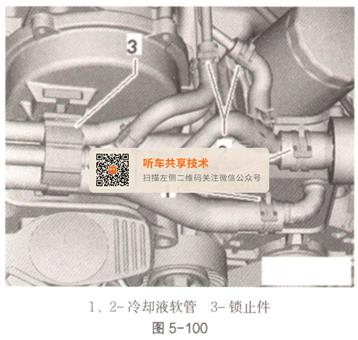
④打开弹簧卡箍并拔下冷却液软管(如图5-75中1和2)。

⑤按压冷却液软管下方的锁止件(如图5-75中3)并向上拉软管。向后放下冷却液软管。
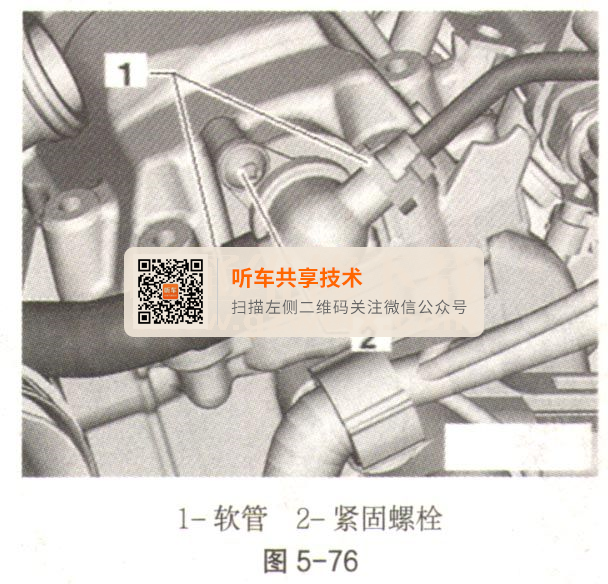
⑥从单向阀上拔下两根软管(如图5-76中1)。拧出紧固螺栓(如图5-76中2),并从汽缸盖罩中拔出单向阀。
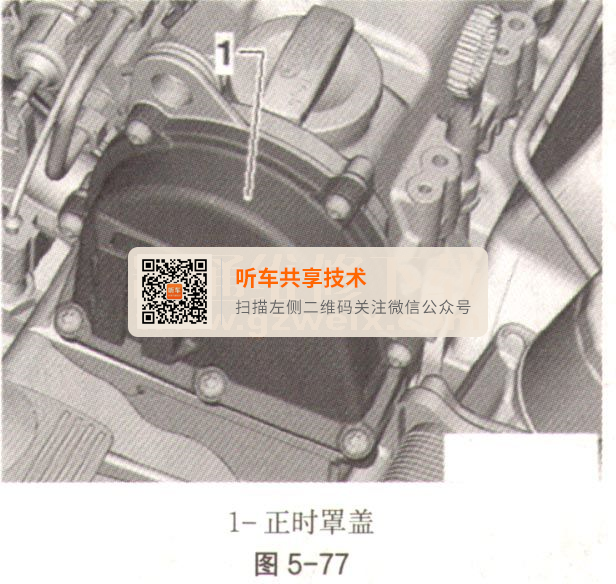
⑦拧出正时罩盖(如图5-77中1)上的所有紧固螺栓。取下正时罩盖。
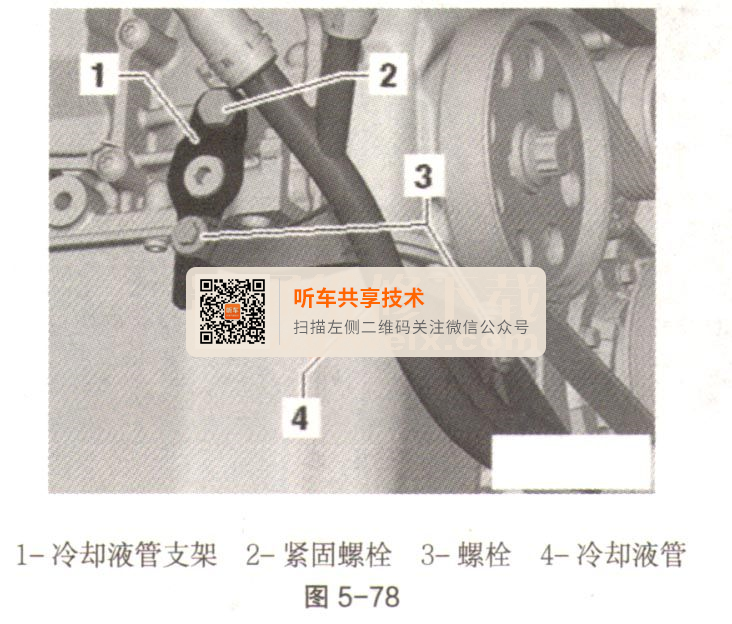
⑧拧出用于固定冷却液管(如图5-78中4)的螺栓(如图5-78中3)。拧出紧固螺栓(如图5-78中2)并取下冷却液管支架(如图5-78中1)。
⑨拧出汽缸体上的螺旋塞(如图5-79中箭头)。在汽缸体中拧入紧固销T10340直至限位位置。沿发动机运转方向将曲轴旋转至限位位置。如果紧固销T10340无法拧至限位位置,则表明曲轴位置不正确。这种情况下请如下操作:拧出紧固销;沿发动机运转方向将曲轴继续旋转1/4圈(90°);在汽缸体中拧入紧固销T10340直至限位位置;以30N·m的力矩拧紧紧固销T10340;沿发动机运转方向将曲轴旋转至限位位置。

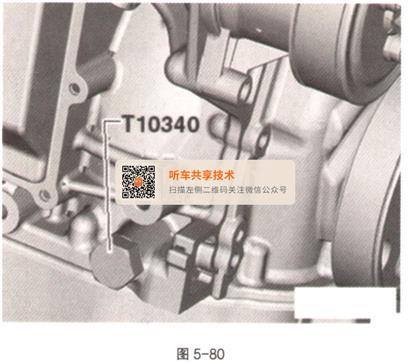
⑩用紧固销T10340沿发动机转动方向卡止曲轴,如图5-80。
11在汽缸盖罩中装入锁定销T10414,直至限位位置。用力拧紧紧固螺栓(如图5-81中1)。

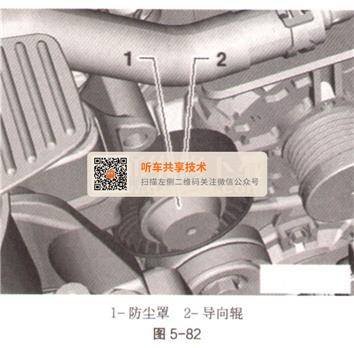
12配备空调的车辆:拆卸防尘罩(如图5-82中1)(如果装有)。拆卸导向辊(如图5-82中2)。
13以下操作适用于所有车辆:拆卸冷却液泵皮带轮。拧出皮带轮的紧固螺栓。用固定工具3415和3415/2固定皮带轮,如图5-83。取下带金刚石涂层垫片的皮带轮。

14拆卸油底壳。
15拧出正时罩盖(如图5-84中1)的所有紧固螺栓。
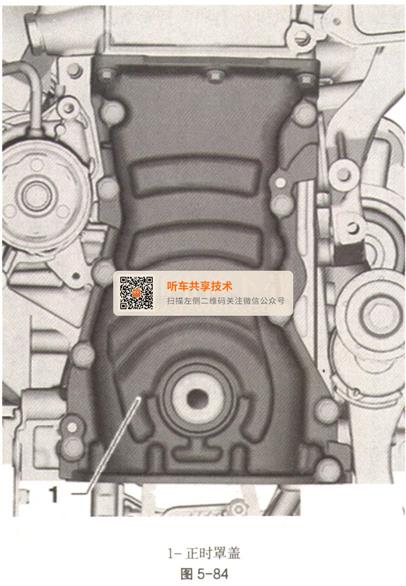
16取下正时罩盖。
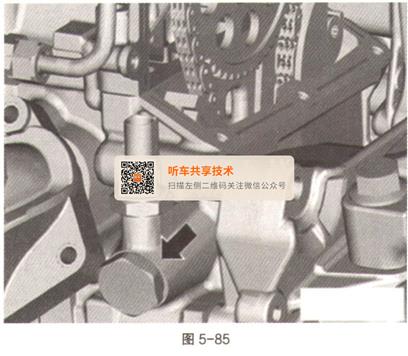
17拧出正时链的链条张紧器(如图5-85中箭头)。用记号笔标记正时链的运转方向。
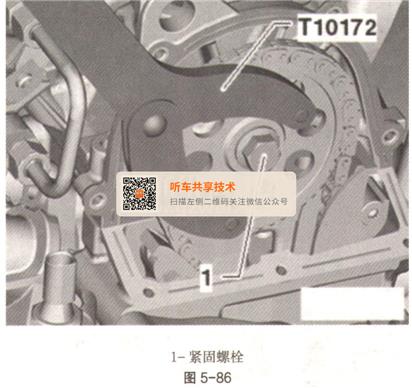
18松开凸轮轴齿轮的紧固螺栓(如图5-86中1)。用固定工具T10172固定住凸轮轴齿轮。一同取下凸轮轴齿轮和紧固螺栓。向下取出正时链。
(3)安装。
①从下部将正时链(如图5-87中1)置于前齿圈(如图5-87中2)上,然后将正时链向上插入导轨和张紧轨之间。用螺丝刀(如图5-87中3)固定正时链,以防其滑落。

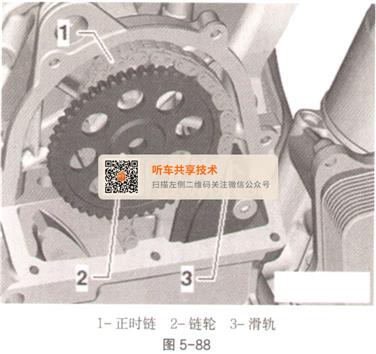
②正时链(如图5-88中1)置于链轮(如图5-88中2)上。正时链必须贴紧滑轨(如图5-88中3)区域并略微张紧。用力拧紧凸轮轴齿轮的新紧固螺栓。必须将正时链置于张紧轨中间。
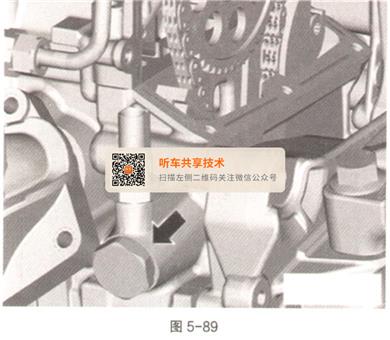
③以60N·m的力矩拧紧链条张紧器(如图5-89中箭头)。
④以50N·m的力矩拧紧螺栓(如图5-90中1)。

⑤在操作步骤结束时检查正时后,再将紧固螺栓继续旋转1/4圈(90°)。同时用固定工具T10172固定住凸轮轴齿轮。从凸轮轴中取出锁定销T10414。从汽缸体上拧出紧固销T10340。沿发动机运转方向将曲轴旋转2圈。
⑥检查正时。
⑦安装下部正时罩盖。
⑧盖板(如图5-91中1)插到机油泵上。

⑨安装油底壳。
⑩安装曲轴皮带轮。
11安装多楔带。
12安装上部正时罩盖。
13加注冷却液。
14其他组装T-作大体上与拆卸顺序相反。
(二)检查正时
(1)必备的专用工具、检测仪器以及辅助工具。
锁定销T10414、扭力扳手V.A.G1331、紧固销T10340,如图5-92。

(2)检查步骤。
①拧出用干固定冷却液管(如图5-93中4)的螺栓(如图5-93中3)。拧出紧固螺栓(如图5-93中2),并取下冷却液管支架(如图5-93中1)。

②拧出汽缸体上的螺旋塞(如图5-94中箭头)。

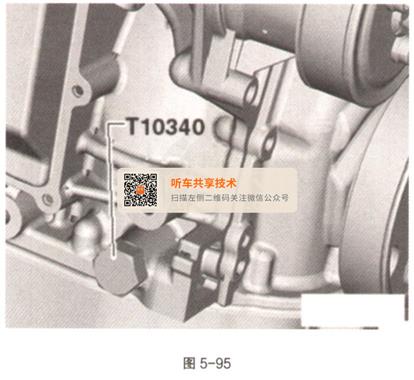
③在汽缸体中拧入紧固销T10340直至限位位置,如图5-95。如果紧固销T10340无法拧至限位位置,则表明曲轴位置不正确。这种情况下请进行如下操作:拧出紧固销;沿发动机运转方向将曲轴继续旋转1/4圈(90°);在汽缸体中拧入紧固销T10340直至限位位置;以30N·m的力矩拧紧紧固销T10340;沿发动机运转方向将曲轴旋转至限位位置;用紧固销T10340沿发动机转动方向卡止曲轴。
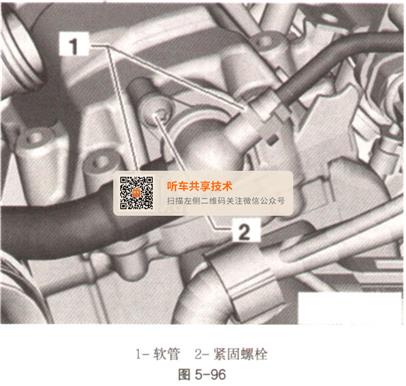
④从单向阀上拔下2根软管(如图5-96中1)。拧出紧固螺栓(如图5-96中2),并从汽缸盖罩中拔出单向阀。
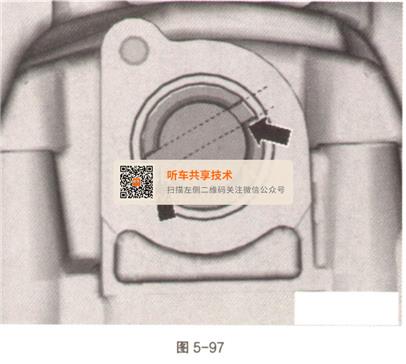
⑤凸轮轴凹槽(如图5-97中箭头)必须位于图示位置。
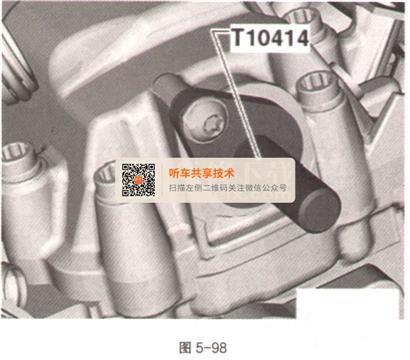
⑥在汽缸盖罩中装入锁定销T10414,直至限位位置,如图5-98。如果锁定销T10414无法插入到凸轮轴开口的限位位置,则表明正时不正确且必须调整。如果锁定销T10414可以推入汽缸盖罩的限位位置,则表明正时正常。拆下锁定销T10414和紧固销T10340。
⑦其他组装工作大体上与拆卸顺序相反。
(三)调整正时
(1)必备的专用工具、检测仪器以及辅助工具。
锁定销T10414、紧固销T10340、扭力扳手VAS 6583、扭力扳手VA.G 1332、固定工具T10172、密封剂D 176 501 A1和2个双头螺栓M6×70(例如螺栓头被锯开的螺栓),如图5-99。

(2)操作步骤。
①排出发动机冷却系统和增压空气冷却系统中的冷却液。
②打开弹簧卡箍并拔下冷却液软管(如图5-100中1和2)。按压冷却液软管下方的锁止件(如图5-100中3)并向上拉软管。向后放下冷却液软管。
③从单向阀上拔下2根软管(如图5-101中1)。拧出紧固螺栓(如图5-101中2),并从汽缸盖罩中拔出单向阀。

④拧出正时罩盖(如图5-102中1)上的所有紧固螺栓。取下正时罩盖。

⑤拧出用于固定冷却液管(如图5-103中4)的螺椒如图5-103中3)。拧出紧固螺栓(如图5-103中2)并取下冷却液管支架(如图5-103中1)。

⑥拧出汽缸体上的螺旋塞(如图5-104中箭头)。

⑦在汽缸体中拧入紧固销T10340直至限位位置,如图5-105。沿发动机运转方向将曲轴旋转至限位位置。如果紧固销T10340无法拧至限位位置,则表明曲轴位置不正确。这种情况下请如下操作:拧出紧固销;沿发动机运转方向将曲轴继续旋转1/4圈(90°);在汽缸体中拧入紧固销T10340直至限位位置;以30N - m的力矩拧紧紧固销T10340;沿发动机运转方向将曲轴旋转至限位位置;用紧固销T10340沿发动机转动方向卡止曲轴。

⑧从机油泵上拔下盖板(如图5-106中1)。

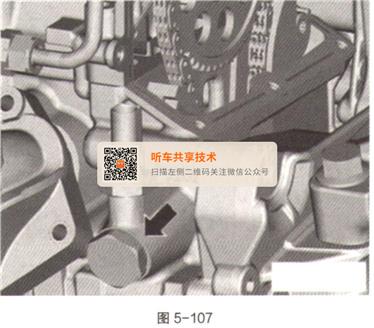
⑨拧出正时链的链条张紧器(如图5-107中箭头)。
⑩松开凸轮轴齿轮的紧固螺栓(如图5-108中1)。用固定工具T10172固定住凸轮轴齿轮。一同取下凸轮轴齿轮和紧固螺栓。

11正时链(如图5-109中1)置于正时罩盖内的浇铸凸耳(如图5-109中箭头)上。正时罩盖内侧的浇铸凸耳可防止正时罩盖滑落。

12凸轮轴齿轮(如图5-110中1)安装到凸轮轴上,并以50N·m的力矩拧紧紧固螺栓(如图5-110中2)。以50N·m的力矩拧紧凸轮轴齿轮,以便可以如下所述将凸轮轴旋转入位。用固定工具T10172固定住凸轮轴齿轮。接着逆着发动机运转方向将曲轴往回旋转1/4圈(90°)。在接下来调整凸轮轴时,逆着发动机运转方向旋转曲轴会损坏气门。

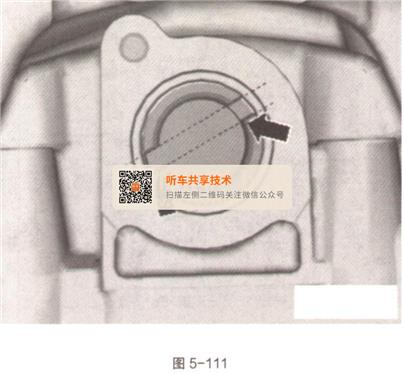
13旋转凸轮轴,直至凹槽(如图5-111中箭头)位于图中位置。
14在汽缸盖罩中装入锁定销T10414,直至限位位置。用力拧紧紧固螺栓(如图5-112中1)。沿发动机运转方向将曲轴旋转至限位位置。拆下凸轮轴齿轮。用固定工具T10172固定住凸轮轴齿轮。

15用安装工具T10118抬高正时链,如图5-113。

16正时链(如图5-114中1)置于链轮(如图5-114中2)上。正时链必须贴紧滑轨(如图5-114中3)区域并略微张紧。用力拧紧凸轮轴齿轮的新紧固螺栓。必须将正时链置于张紧轨中间。

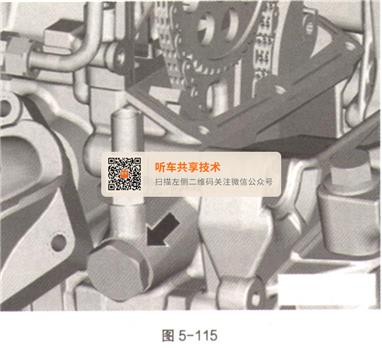
17以60N·m的力矩拧紧链条张紧器(如图5-115中箭头)。
18以50N·m的力矩拧紧螺栓(如图5-116中1)。在操作步骤结束时检查正时后,再将紧固螺栓继续旋转1/4圈(90°)。

19同时用固定工具T10172固定住凸轮轴齿轮。
20从凸轮轴中取出锁定销T10414。
21从汽缸体上拧出紧固销T10340。
22沿发动机运转方向将曲轴旋转2圈。
23在汽缸体中拧入紧固销T10340直至限位位置。沿发动机运转方向将曲轴旋转至限位位置。如果锁定销T10414可以插入凸轮轴中,则表明正时正常。
24如果正时不正常,重复调整正时。
25紧固螺栓继续旋转1/4圈(90°)。
26同时用固定工具T10172固定住凸轮轴齿轮。
27拆下锁定销T10414和紧固销T10340。
28安装上部正时罩盖。
29安装单向阀。紧固螺栓(如图5-117中2)的拧紧力矩:8N·m。
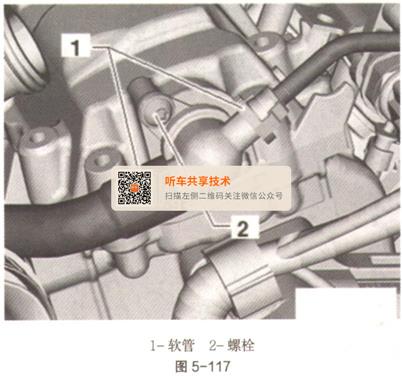
30插上软管(如图5-117中1)。
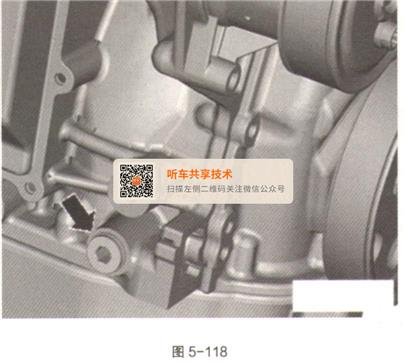
31安装螺旋塞,如图5-118。拧紧力矩:30N·m。
32加注冷却液。
33其他组装工作大体上与拆卸顺序相反。
来源:网络




